


Technological Experts in X-ray Inspection for the Food & Pharmaceutical Industries
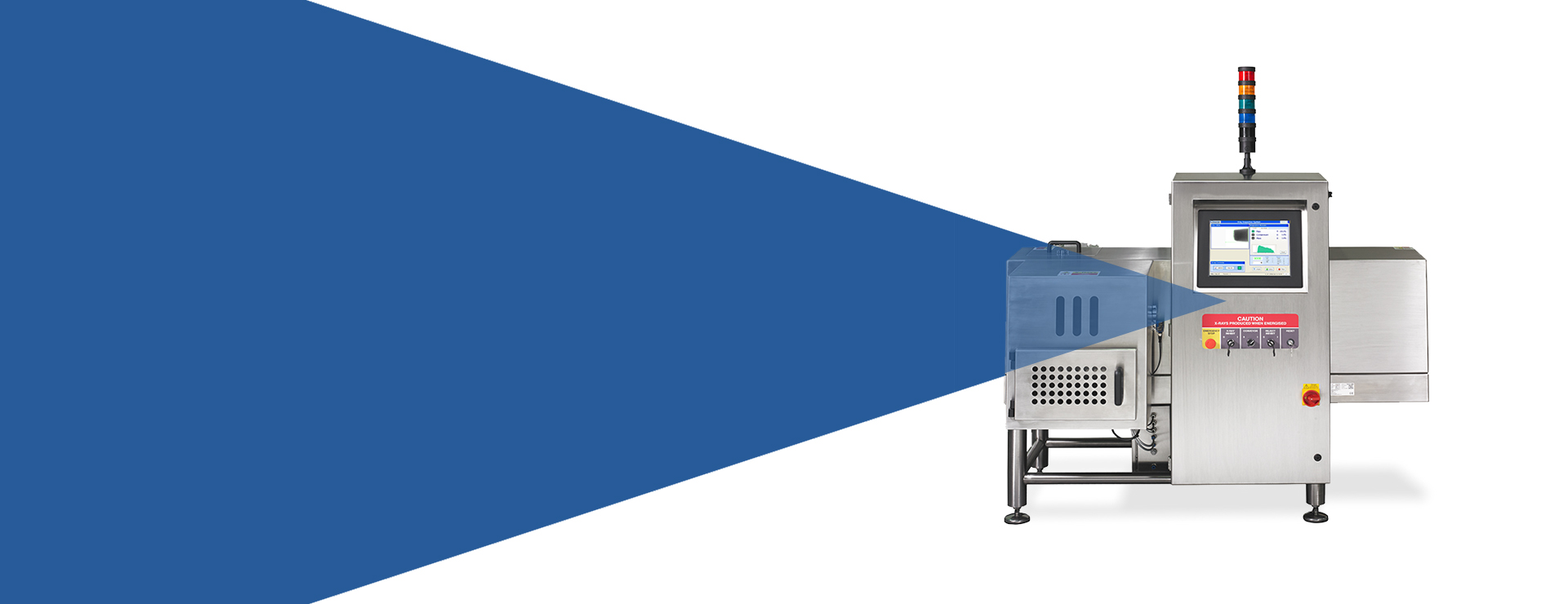
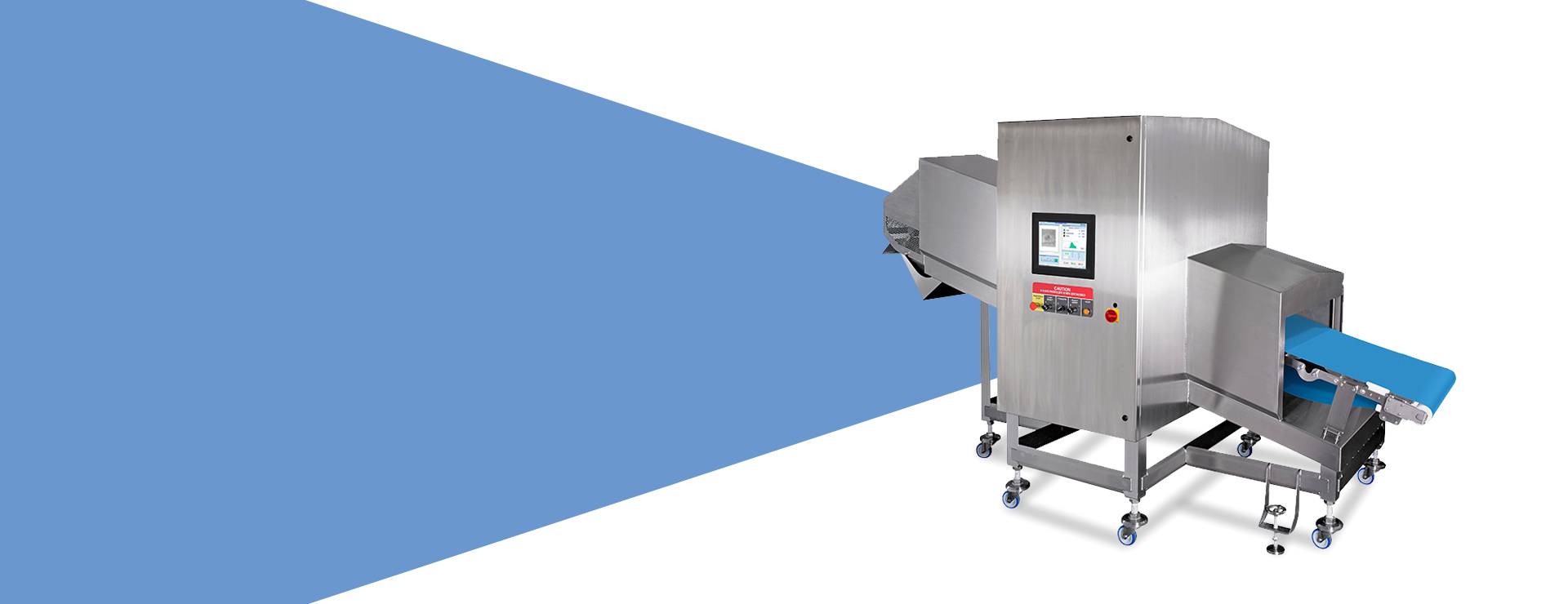
We offer x-ray inspection systems for a broad range of food, pharmaceutical, and cosmetics products, in addition to customised solutions.
A technology-led company with links to the earliest x-ray inspection products, Sapphire Inspection pioneer innovative technology to improve safety standards and reduce the risk of recalls through high sensitivity, sophistication of detection, reliability, and low false rejects.
Key components are manufactured in-house, ensuring high quality, and availability.
To find out more about our x-ray inspection solutions, contact us.
Find Your X-Ray Solution

Improve safety standards and reduce recalls with inspection solitions for a vast range of food and drink products including BRC compliance options and adherence to M&S and Tesco’s standards.

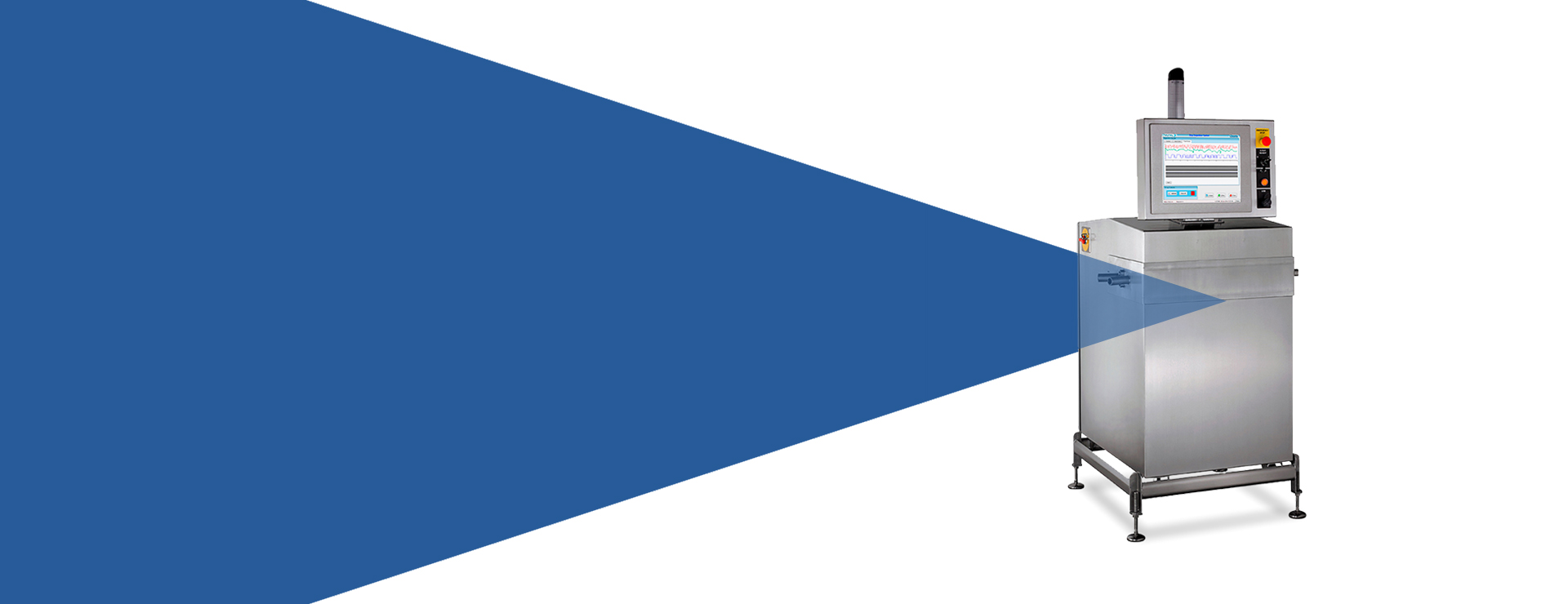
Inspect medical devices and pharmaceutical products with x-ray inspection solutions tailored for the pharmaceutical industry. Sapphire also have a long history of designing and manufacturing bespoke solutions for pharmaceutical companies.

Ensure correct assembly of cosmetics products (e.g. pump dispensers), correct fill-levels, inspect seals, and detect contaminants with x-ray inspection systems suitable for cosmetics.
Why Choose Sapphire Inspection?
Over 35 Years Experience
Leading Edge Technology
Simple Configuration
Lower Cost of Ownership
Critical Components Made In-House
Solutions for a Broad Range of Products
Ready to find out more?
Many well-known brands use Sapphire Inspection Systems







